![]() home
home
![]() SITEMAP
SITEMAP
![]() naar download
naar download
![]() terug was
terug was
![]() voedingen
voedingen
![]() diverse
werktuigen
diverse
werktuigen
verloren was methode
electrisch handgereedschap voor
verloren was
voor precisie industriële gieterij
en kunstenaren

Deze gereedschappen bereiken plaatselijk hoge
temperaturen en kunnen ernstige brandwonden en brand veroorzaken.
Alleen bevoegde personen mogen dit gereedschap hanteren.
Om het risico op ongevallen te verminderen moeten alle gepaste
voorzorgsmaatregelen worden genomen .
extra opmerking: zie eind van dit blad
veiligheidsmededeling: klik hier

I. LES OUTILS A LAME
une lame
chaude permet :
- le modelage de la cire,
-le lissage de surfaces,
- la retouche de grandes surfaces,
- le collage de gros sous-ensembles,
- la coupe de plaquettes et de pains de cire,...
![]()
![]()
Les 3 tailles
industrielles de lame sont:
1) la taille N° 1 ou LAME1 une lame à partir d'un rond de Ø18mm
pour fers BWS et
LBWS
2) la taille N° 2 ou LAME2 une lame à partir d'un rond de Ø12mm
pour fers SBWS
3) la taille N° 3 ou LAME3 une lame à partir d'un rond de Ø8mm
pour fers MWS et
DWS
Les outils à lame sont principalement en 230V50Hz, d'autres tensions possibles sont mentionnées.
![]()
II. LES OUTILS A PANNE
une panne
chaude permet :
- la retouche des ébauches en cire,
- le collage de sous-ensembles,
- le modelage de la cire
![]()
Nous
proposons des pannes pour nos différents fers à cire,
certains
modèles peuvent également servir pour:
le hot melt,
le thermoformage,
la coupe de câbles,
le soudage à l'étain,
la confection de filtres,
le forage à chaud de thermosouples,
le façonnage de matériaux synthétiques,
la confection de vitraux,
la sculpture sur bois
(le woodcarving)
Nous
proposons des pannes de Ø4 à 12mm en aluminium, cuivre ou laiton
1) la panne BWTD à partir d'un rond en aluminium de Ø12mm
pour le fer BWS
2) la panne MWTD à partir d'un rond en aluminium de Ø10mm
pour les fers MWS et
DWS
3) la panne courbée SWT8 à partir d'un rond en aluminium de Ø8mm
pour les fers MWS et
DWS
4) les pannes TIPC03x80DR à bout rond et TIPC03x070DP pointue en cuivre écroui
de Ø4mm pour le fer
MDR
5) nous avons développé les pannes de retouche longues
TIP-04LS, TIP-08LS et TIP-10AL et la panne courte TIP-08SH pour
le microfer RTI
Pannes non
spécifiquement développées pour la cire,
adaptées pour:
le hot melt,
le thermoformage,
le soudage de composants à l'étain,
le façonnage de matériaux synthétiques,
la confection de vitraux,
la sculpture sur bois
(le woodcarving):
la
panne NST01 est une petite panne pour la soudure, le travail du bois, le
façonnage de plastiques, etc.
![]()
![]()
la panne
SWRT01 est pour un travail de retouche cire occasionnel, le
modelage léger, le collage et le soudage de CMS.
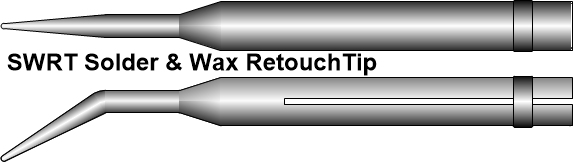
![]()
dérivée de
la panne NST01 les fentes de montage peuvent laisser entrer la cire qui
peut ensuite endommager l’élément chauffant.
pour éviter ceci nous pouvons monter la panne avec un silicone spécial haute
température; la panne sera indémontable.
Pour la cire préférez la panne
SWT8 ou la nouvelle
panne
MWTD.
2)
pour les fers
RTI:
les pannes courtes
TIP-01, TIP-02 et TIP-03 peuvent servir au soudage à
l'étain, notamment des composants CMS.
les pannes spéciales TIP-05, TIP-06 et TIP07 sont pour la
dentisterie.
III. LES OUTILS A EPINGLE
une épingle
chaude permet :
- la coupe de plaquettes de cire
- la retouche des ébauches en cire,
- le collage de sous-ensembles,
- le décochage de grappes,
- le modelage de la cire
autres applications:
- la coupe de câbles synthétiques,
- la réparation de coques de bateaux,
- le soudage de boîtiers plastiques,
- la découpe de plastiques,
- la soudure de vitraux,
- la sculpture sur bois,
- la pyrogravure
(woodburning)
- le marquage,
...
![]()
FER A EPINGLE
Les fers à épingle sont des
fers à chauffage direct.
L'épingle est chauffée par le passage d'un courant alternatif fort de plusieurs
Ampères.
Ce courant est délivré sous une faible tension de quelques Volts.
Le chauffage est très rapide (quelques secondes).

ATTENTION:
La très basse tension de sortie ne peut pas causer d’électrocution,
mais le courant de sortie très élevé peut causer de graves brûlures et mettre le
feu.
La rapidité des fers HWS pour atteindre des températures extrêmes (entre 600 et
1000°C en
réglage maximum) peut surprendre.
En s'inspirant du fer à
épingle développé par M Thuillier (Thuiller MCA) nous avons réussi à réduire quelques
inconvénients:
- le manche en TEFLON monobloc n'arrivait pas à dissiper la chaleur développée
par l'épingle, jusqu'à ne plus
pouvoir le tenir normalement;
- les pertes d'énergie en ligne représentaient jusqu'à 70% de l'énergie
alimentée;
- la connectique à base de fiches Jack audio ne supportait pas le courant
véhiculé;
- le ciment tenant l'épingle s'ébréchait facilement,
- le fil était souvent arraché en sortie de la manche.
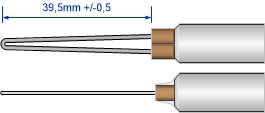
notre solution: le fer à épingle pour modeler la cire ou
Hairpin Wax Shaper: HWS
![]()
![]()
référence
c_hswb200s_hb4
Nous avons
remplacé le manche monobloc en TEFLON par une tête en TEFLON
et un corps
en aluminium;
combiné avec une nouvelle structure
interne la chaleur de l'épingle ne se cumule plus dans le manche;
réduction considérable des pertes par:
- l'épingle qui ne chauffe qu'à partir du bout des buses
de connexion;
- le remplacement du fil scindex fin simple par un fil à isolation silicone extra
souple à section cuivre plus forte;
- le remplacement des fiches Jack de sono par des fiches banane (ou en option du
type XLR) supportant facilement le
courant élevé sous de faibles pertes.
- la fixation du câble a été repensée pour réduire le risque d'arrachement et
l'usure
-
une gaine rétractée en Polyoléfine sur le manche permet une prise en
main sûre, sans glisser
- la tête est recouverte de 2 couches de TEFLON rétractée formant une barrière
tactile pour ne pas glisser jusque sur l'élément chaud
- la combinaison manche en aluminium + gaine est légère et solide.
On
peut tenir le manche en main jusqu'en limite de l'embout en TEFLON sans se brûler, même en utilisation verticale vers le bas.
Le rendement électrique a été nettement amélioré: au lieu de plus de 100W
nécessaire à l'ancien fer, on pilote avec une moyenne de 15 à 28W en travail
courant avec nos alimentations réglables.
Pour nettoyer la panne en position maximale, nos alimentations réglables consomment de l'ordre de
37W: l'épingle chauffe au rouge et fait brûler
tout résidu de cire ou de colle - à faire sous ventilation adéquate.
CARACTERISTIQUES:
Référence HWSB200S_xxx:
manche: aluminium Ø10mmx140mm gainé avec une gaine thermo rétractable en Polyoléfine;
tête embout avec dépassement buses: longueur 30mm;
tête épingle en fil NiCr d'une longueur utile de 39,5+/-0,5mm;
longueur totale sans câble 210mm;
câble de sortie 2 voies silicone extra souple type NeG d'une section cuivre de 1,5mm²
et une
longueur libre d'environ 185cm;
la version HWSB200S_HB4 a une connectique de 2 fiches banane de 4mm. Poids
total environ 128grammes avec câble.
la version HWSB200S_XL4 a une connectique à fiche XLR 2x2pôles.
Fer très basse tension à chauffage direct pour courant alternatif, Umax 2,5Veff; Inom 7,5A.
Ce fer doit être alimenté par une source à isolation renforcée; voir choix
d'alimentations plus bas.
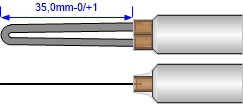
VERSION SPECIALE:
c_hwsp200s_hb4 à épingle plate de
0,4mm d'épaisseur.
ALIMENTATIONS:
pour fiches banane 4mm 15A:
PS0170HB4XXX,
PS0171, AFC15, TFC15, pour une utilisation
artisanale: PS0202 EPIGRAD, pour utilisation industrielle:
PS0250 EPIGRAD HB4.
pour fiches professionnelles XLR 4 points:
PS0250 EPIGRAD XLS,
PS170THX4HX4
pour fiche Jack6,3 spécial courant fort: tout GRADECO,
PS0170H63, GRADECO2000, GRADECO AM, GRADECO 2005,
PS0106
NOTE1: Les anciennes alimentations AFC15, TFC15, GRADECO 2000, GRADECO
AM et GRADECO 2005 ne sont pas étudiées pour offrir un bon rendement.
NOTE2: Les nouveaux fers HWS demandent un réglage plus bas qu'avec des
anciens fers épingle!
OPTIONS:
autres connexions (XLR4, Jack6,3 à fort courant)
ou livré sans connexion;
câble hyper souple coaxial de 0,5/1mm² pour liaison courte (<1m) ou
très souple à très faibles pertes de forte section type NeG 2x2,5mm² si besoin d'un câble plus
long que 2mètres ou pour la pyrogravure en longueur de 1,5m maximum.
NOTES:
vous pouvez customiser l'épingle dans certaines limites voir
hws_formage.
![]()
IV. LES OUTILS A PALETTE
FERS A PALETTE
Application spéciale: SMP, le fer palette
fabriqué sur commande, panne cuivre, laiton ou aluminium;
puissance de 80 à 500W
Les fers à palette servent au modelage, au thermoformage, à la coupe, au décapage
thermique, etc.
![]()
![]()
exemple fer à palette:
SMP40x30x3Cu100W
fonctionnement conseillé sur
gradateur
pour travailler à la meilleure température
V.
THERMOPINCES
TWAXER
(brucelles pour cire= TweezERs
for WAX=>TWAXER)
avec commutateur pneumatique pour l'insertion de picots
chauffés électriquement par courant à très basse tension

sur demande
ACCESSOIRES
pour la maintenance nous pouvons fournir des câbles, des
fiches et autres pièces;
nous consulter
Het gereedschap in 230V 50/60Hz moet worden geaard via de NF 2P+N- of Schuko-contactdoos, behalve voor producten van klasse II.
**
onderhoed mag alleen door gekwalificeerd personeel gedaan worden **.
![]()
{kind=link}